


Станок для профилирования кабельных лотков
Описание
Краткое описание
Кабельные лотки широко используются для организации кабельной инфраструктуры в коммерческом и промышленном строительстве.
Полностью автоматизированная линия по профилированию кабельных лотков — это специализированное оборудование для производителей систем поддержки кабелей, обслуживающих такие отрасли, как морская промышленность и наземное строительство. Покупатели могут выбирать необходимые им конструкции в соответствии с рыночными тенденциями.
Эта автоматизированная линия по профилированию кабельных лотков оснащена системой управления ПЛК и сенсорным экраном, что упрощает её эксплуатацию. Она значительно повышает эффективность производства при изготовлении кабельных лотков в больших объемах.
Кабельные лотки предназначены для размещения изолированных электрических кабелей, используемых для распределения электроэнергии и связи. Они широко применяются в мастерских, зданиях и других местах, играя ключевую роль в организации кабельной инфраструктуры как в коммерческих, так и в промышленных строительных проектах.
Эта линия по профилированию кабельных лотков сокращает производственный процесс, обеспечивая стабильное качество и удовлетворяя растущий спрос на надежные решения для поддержки кабелей в различных отраслях.
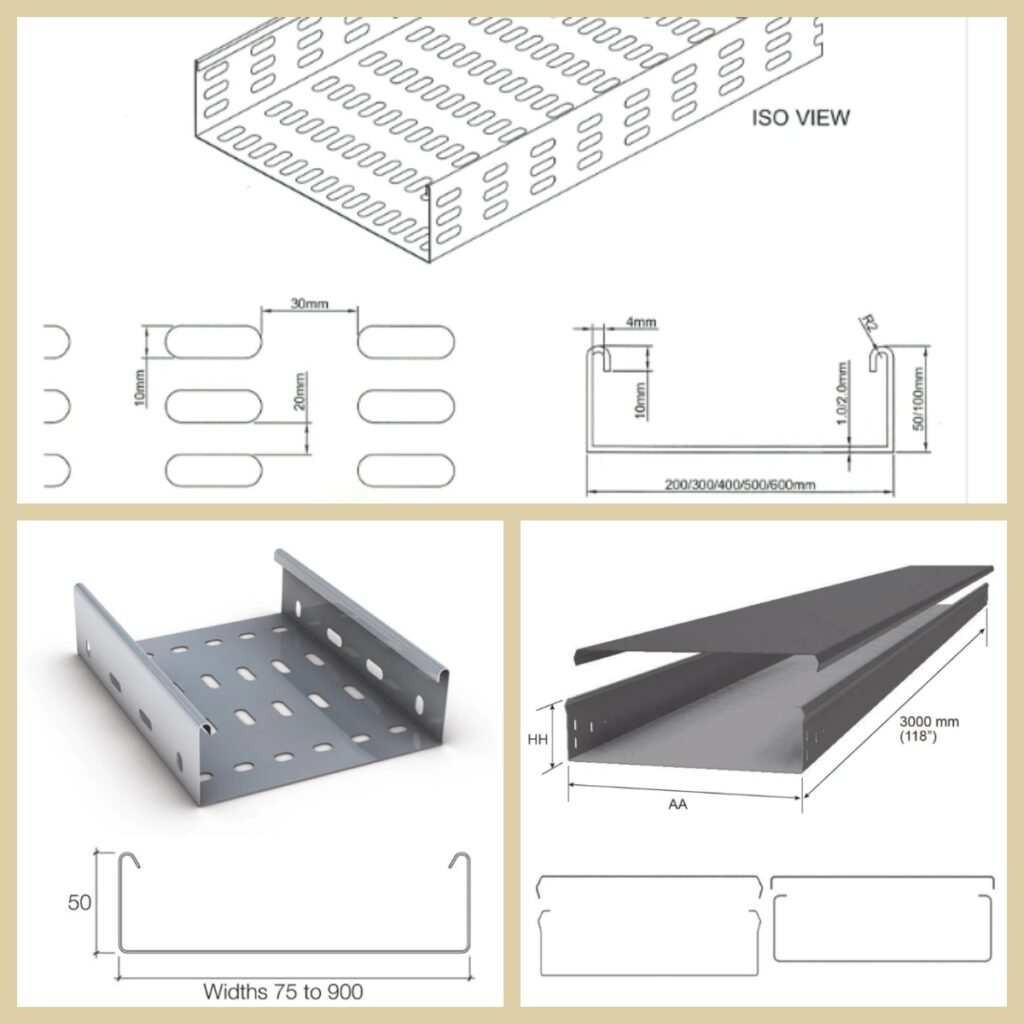
Линия по профилированию кабельных лотков Beenew — это полностью автоматизированная производственная линия для электрических кабельных лотков. Диапазон размеров при производстве: 100-600 мм (ширина полотна) * 50 мм (высота).
Подробные параметры станка
1.1 Гидравлический разматывающий станок грузоподъемностью 5 тонн
Гидравлический двигатель мощностью 3 кВт. Внутренний диаметр рулона: 508±30 мм. Максимальный внешний диаметр рулона: 1500 мм. Максимальная грузоподъемность: 5 тонн. Максимальная ширина рулона: 600 мм.
Shilin — известный бренд частотных преобразователей.
Выравнивающий двигатель мощностью 5,5 кВт.
Два ролика для подачи материала и семь роликов для выравнивания.
Выравнивающие и направляющие рельсы из закаленной стали марки 45# с гальваническим покрытием.

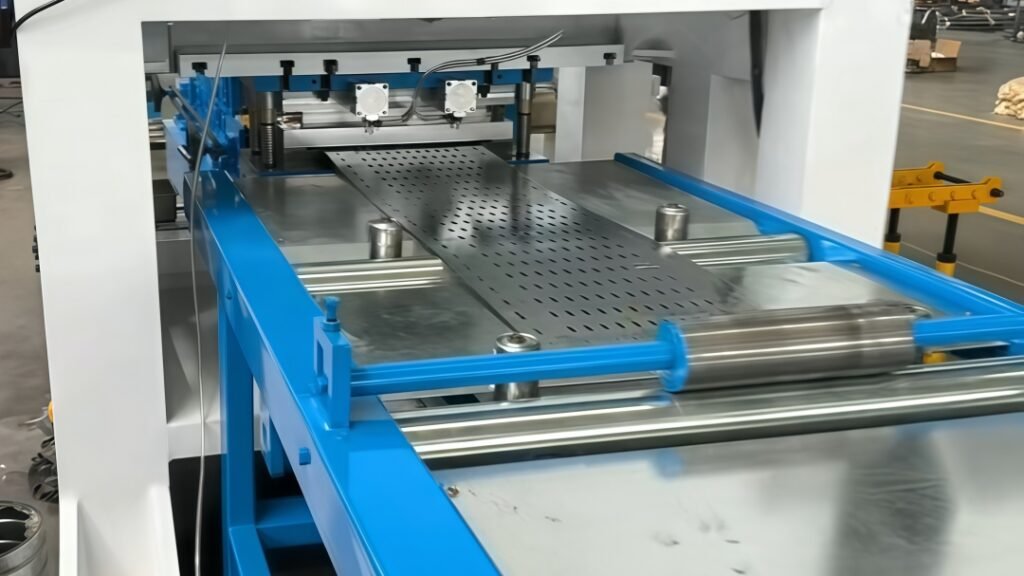
1.2 Сервоприводной подающий/пробивной станок
Сервомотор подачи мощностью 3 кВт (в зависимости от конструкции)
Пневматический пробивной пресс 315T (примерно 2780*1870*4490 мм, 34T)
Шаг: 144 мм, примерно 20–40 ходов в минуту
Один комплект ручных штампов для вытягивания стержней с возможностью обрезки
Материал пуансонов/штампов: термообработанная, точно обработанная сталь Cr12MoV

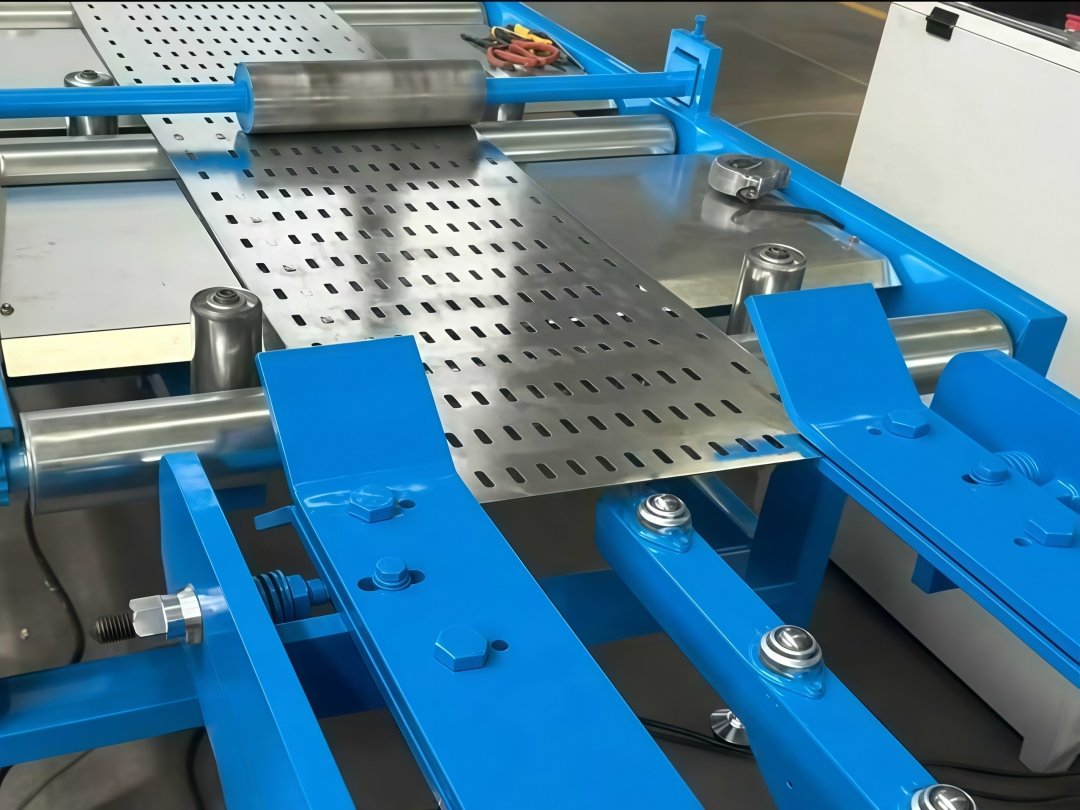
1.3 Направляющий стол для транспортировки
Форма: Роликовый тип (для транспортировки материала)
Функция и конструкция: листовой металл после пробивки и резки направляющими плавно поступает в профилировочный станок. Направляющее устройство в основном состоит из пневматического цилиндра. Направляющее колесо легко регулируется для адаптации к различной ширине листов.
1.4 Часть для профилирования валков
10 станций для профилирования валков, направляющая подачи, зубчатая передача и опорная конструкция
Материал валков: термообработанная, прецизионно обработанная сталь Cr12
Диаметр вала: прецизионно обработанный, φ75
Мощность двигателя 11 кВт и частотный преобразователь для регулирования скорости
Размер можно регулировать от 50 до 600 мм.
Двигатель мощностью 0,75 кВт для изменения размера

1.5 Система электрического управления
Вся линия использует 8-дюймовый сенсорный ЖК-экран, импортный ПЛК и человеко-машинный интерфейс. Она учитывает взаимосвязь человека и ПЛК. Оператор автоматически выполняет заданную программу (программируемое управление).
Система контролирует процесс управления, позволяя оператору управлять производственной линией.
А также корректировать параметры управления, контролировать рабочие параметры оборудования, индикаторы неисправностей и состояние в режиме реального времени. Возможна цифровая установка и изменение длины деталей.
Мониторинг рабочего состояния оборудования и обнаружение дефектов в режиме реального времени.
1.6 Выдвижной стол
Конструкция: роликовый тип, без электропитания
Характеристики станка для формовки кабельных лотков
Автоматическая подача — начальная подача — выравнивание — подача — (сервопривод) — пробивка — резка — транспортировка материала — формовка — выгрузка
Основные компоненты линии формовки кабельных лотков:
5-тонный гидравлический разматывающий станок
Сервопривод подачи и сервопривод пробивки
Конвейерный направляющий стол
Основной участок формовки
Гидравлическая станция резки
Система управления ПЛК
Продуктовый стеллаж
Технические параметры
Сырье: холоднокатаная сталь Q235
Толщина материала: 1-2 мм
Ширина кабельного лотка: В соответствии с производственными потребностями, могут быть изготовлены различные кабельные лотки с шириной полосы от 150 до 1050 мм.
Скорость производства: 0-6 м/мин
Формовочные станции: 16 станов
Материал формовочных роликов: сталь GCr15, закаленная
Тип привода: редукторный привод
Общая установленная мощность: 75 кВт
Метод управления: ПЛК
Образцы и варианты дизайна кабельных лотков
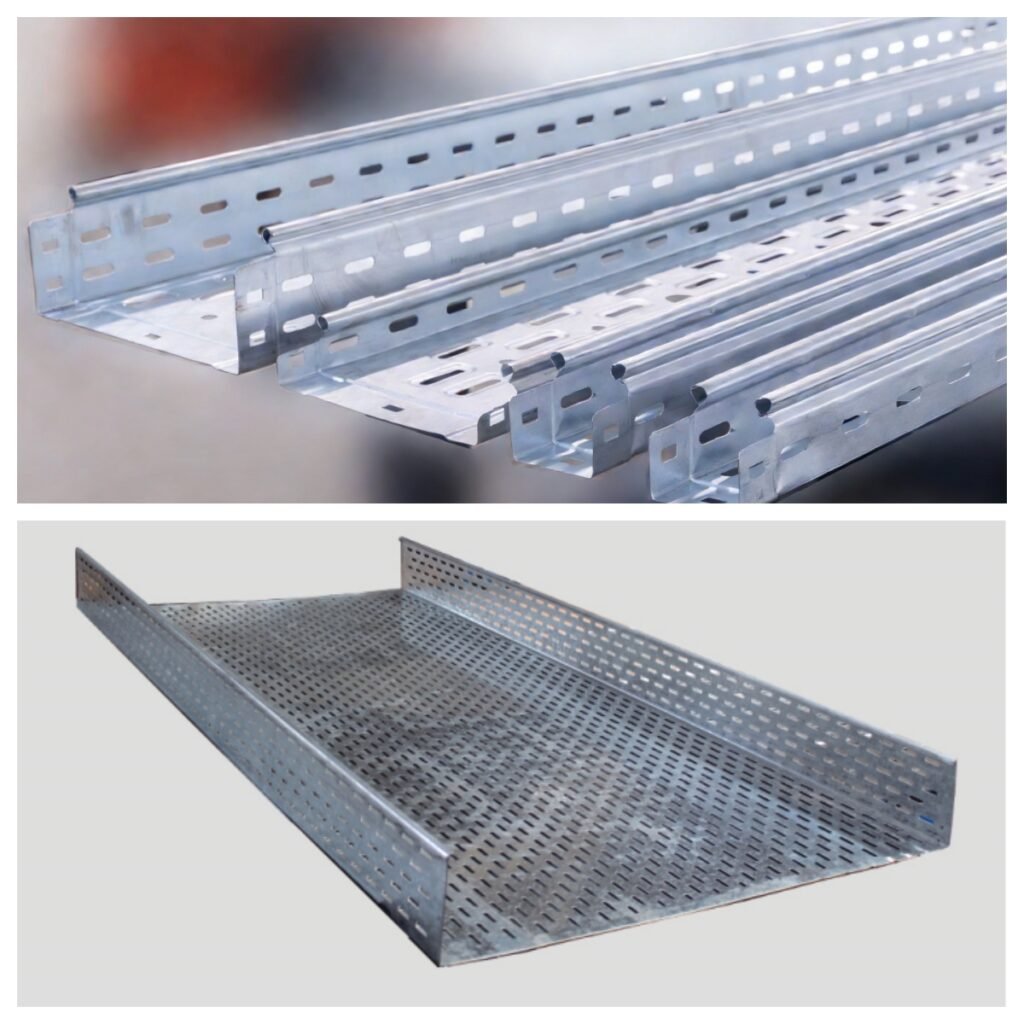
Применение кабельных лотков

Поскольку новые кабели можно прокладывать в кабель-каналах, а не протягивать через трубы, метод прокладки кабелей особенно удобен при планировании изменений в электропроводке.
Хотя система кабель-каналов обеспечивает наилучшую защиту кабелей, она требует разрезания кабель-каналов или использования фитингов для ввода или вывода кабелей.
Будьте готовы связаться с нами для получения подробной информации!
Отзывы
Отзывов пока нет.