

Станок для формовки С-образных прогонов C50-200*3,15 мм
Описание
Станок для формовки С-образных прогонов C50-200*3,15 мм
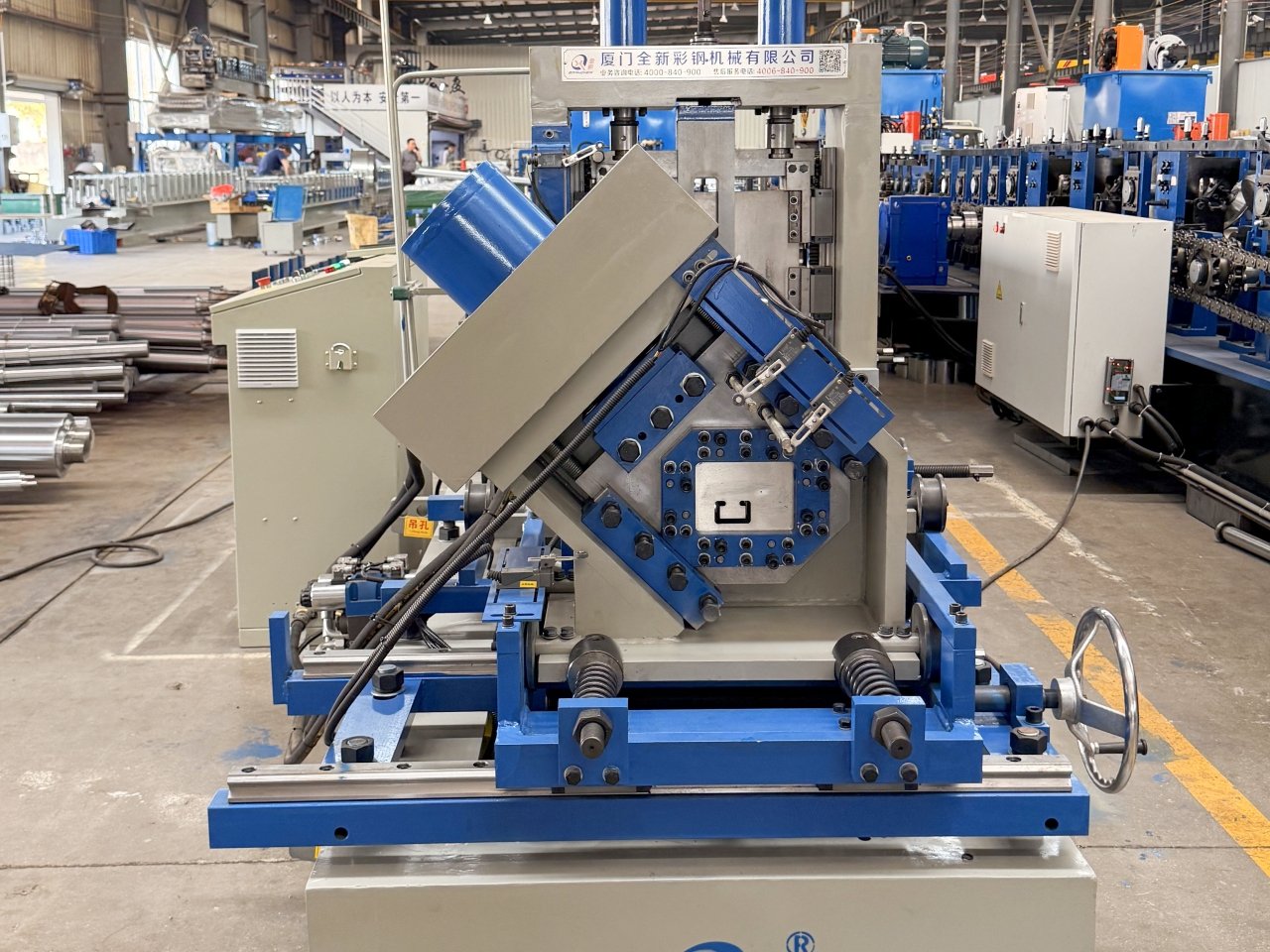
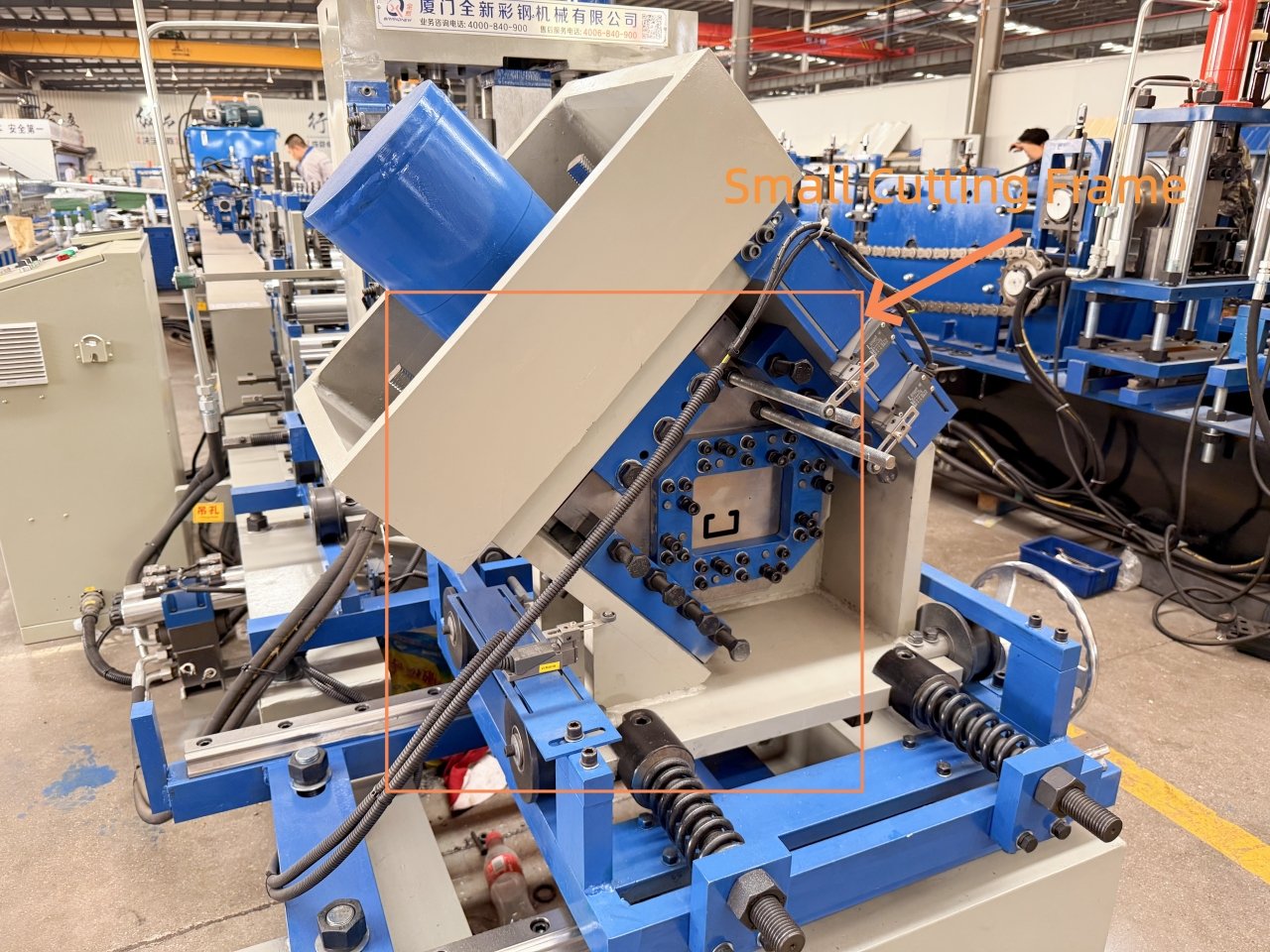
Этот станок для формовки С-образных прогонов предназначен для обработки профилей С-образных прогонов размером от 50 мм до 200 мм, имеет ПЛК-управление для пробивки отверстий, нанесения логотипов, гидравлическую резку и прокатку с сервомотором. Для улучшения качества резки прогонов малых размеров предусмотрена дополнительная небольшая режущая рама для диапазона размеров C50-80; для этого диапазона размеров требуется один комплект режущих лезвий.
Этот станок для формовки прогонов C50-200 может формовать стальные рулоны толщиной 3,15 мм, а предел текучести может превышать 550 МПа.
Технические характеристики станка
Толщина заготовки: 1,0-3,15 мм
Предел текучести материала: 355 МПа и 550 МПа, алюминиево-цинковая окантовка рулона
Стенка медного прогона: 50-200 мм
Полая часть медного прогона: 30-70 мм
Выступ медного прогона: 8-20 мм
Скорость линии пробивки без пуансона: 26-30 м/мин
Параметры станка для изготовления прогонов
Зона подачи с направляющей
Один двигатель с одной стороны на конце подачи материала для смены типов
Редукторный/зубчатый привод: 3 ступени для формования и 20 ступеней для придания формы
Толщина боковой стенки: 30 мм
Диаметр вала: 95/80 мм
Материал вала: прецизионно обработанная сталь 45#
Токарные станки с ЧПУ, прочные хромированные ролики из стали GCr15 Cr12
Материал для основания рамы: H400
Главный двигатель: серводвигатель мощностью 30 кВт с частотным регулированием и редуктором
Скорость формовки: 25–30 м/мин (без пробивки и резки) с стабилизатором напряжения для обеспечения безопасности серводвигателя в случае отключения электроэнергии
Двигатель для изменения размеров мощностью 0,55 кВт (малый серводвигатель)
Ширина нижней части С-образного профиля и высота фланца могут автоматически регулироваться с помощью сенсорного экрана, а небольшая регулировка может производиться вручную с помощью маховика.
Как выбрать подходящий станок для формовки С-образных прогонов для солнечных конструкций?
1. Суточная производительность и скорость линии
Обычная скорость формовки: 15-20 м/мин, подходит для небольших и средних предприятий.
Высокая скорость формовки: 25-35 м/мин, подходит для крупных проектов с быстрой поставкой, необходимо учитывать синхронность высокоскоростной штамповки и резки.
Без штамповки отверстий суточная производительность станка для формовки С-образных прогонов составит 5000-15000 метров.
2. Скорость линии с пробивкой отверстий
Гидравлическая остановка пробивки: короткая пауза во время пробивки отверстий, поэтому скорость линии формовки С-образных профилей будет ниже, но точность пробивки будет выше. При сложной конструкции отверстий и высокой точности этот тип пробивки является предпочтительным, но скорость производства всей линии также будет ниже.
Встроенная летающая пробивка: динамическая пробивка и резка в режиме онлайн, это высокоскоростная и высокоэффективная линия, лучший выбор для больших отверстий и крупномасштабных проектов, производительность может увеличиться более чем на 30%.
3. Полуавтоматическая или полностью автоматическая смена типа с помощью ПЛК
Ручная замена D-образных прокладок и регулировка режущих лезвий, общая продолжительность смены типа составляет несколько часов, подходит для обработки всего 2-4 типоразмеров, что позволяет сэкономить на стоимости оборудования. Этот тип станка для изготовления С-образных прогонов подходит для небольших обрабатывающих предприятий, где работают квалифицированные операторы.
Автоматический станок для изготовления С-образных прогонов с ПЛК и сменой типоразмеров хорошо подходит для обработки конструкций солнечных батарей различных размеров, что позволяет значительно сократить время смены типоразмеров.
4. Вертикальные углы С-образных прогонов
Погрешность вертикальности: Обычно требуется ≤±1 мм, высококачественное оборудование позволяет контролировать ее в пределах ±0,5 мм.
Факторы, влияющие на точность: Точность прокатки, жесткость рамы, материал вала, устройство для выравнивания.
Вертика металлических прогонов напрямую влияет на качество монтажа солнечных конструкций, поэтому ее необходимо строго контролировать. Поэтому при покупке станка для формовки С-образных прогонов следует уточнить у поставщиков, включает ли станок устройство для онлайн-коррекции/выравнивания.
5. Точность и стабильность станка для формовки прогонов
Формовочные станции: Обычно 14-22 станции. Большее количество станций обеспечивает более стабильную формовку и более полное снятие напряжений.
Материал прокатки: Подшипниковая сталь (например, GCr15) превосходит обычную сталь. Она требует закалки (HRC58-62°), если вам нужны более твердые прокатки, мы также можем выбрать Cr12.
Материал и диаметр вала: сталь 40Cr или 45# с закалкой и отпуском. Больший диаметр обеспечивает лучшую жесткость.
Точность — это основная ценность станка для формовки прогонов и основа обеспечения качества готовой продукции.
Подходящий материал для формовочных роликов и валов имеет важное значение и требует хорошей термообработки, что обеспечивает длительный срок службы оборудования станка для формовки прогонов и точность конечного продукта. Чем больше формовочных станций на станке для формовки прогонов, тем лучше долгосрочная стабильность производственной линии.
6. Схема процесса и метод штамповки
Штамповка перед формовкой: Пробивка отверстий на плоской поверхности проста, но после формовки отверстия могут слегка деформироваться.
Формовка перед штамповкой: Пробивка отверстий на трехмерной поверхности обеспечивает высокую точность, но оборудование более сложное.
Требования к заводу: Длина оборудования обычно составляет 15-25 метров; необходимо предусмотреть достаточно места для работы и логистики.
Отверстия в солнечных конструкциях обычно располагаются на стенке или фланце С-образного профиля, мы рекомендуем использовать трехкоординатное многопозиционное штамповочное оборудование для всей штамповки.
7. Бюджет и контроль затрат
Необходима комплексная оценка, а не просто сравнение цен:
Более высокий уровень автоматизации станка для штамповки означает большие первоначальные инвестиции, но более низкие затраты на рабочую силу и более высокую эффективность;
Четко определите целевую производственную мощность и позиционирование продукта, а также выберите наиболее подходящий ценовой диапазон;
Обратите внимание на гарантийный срок (обычно 12 месяцев), сеть послепродажного обслуживания и наличие запасных частей.

Каковы роли С-образных прогонов различных размеров и толщины в индустрии солнечных конструкций?
Вот некоторые параметры, которые следует учитывать при обработке солнечных профилей на заводе:
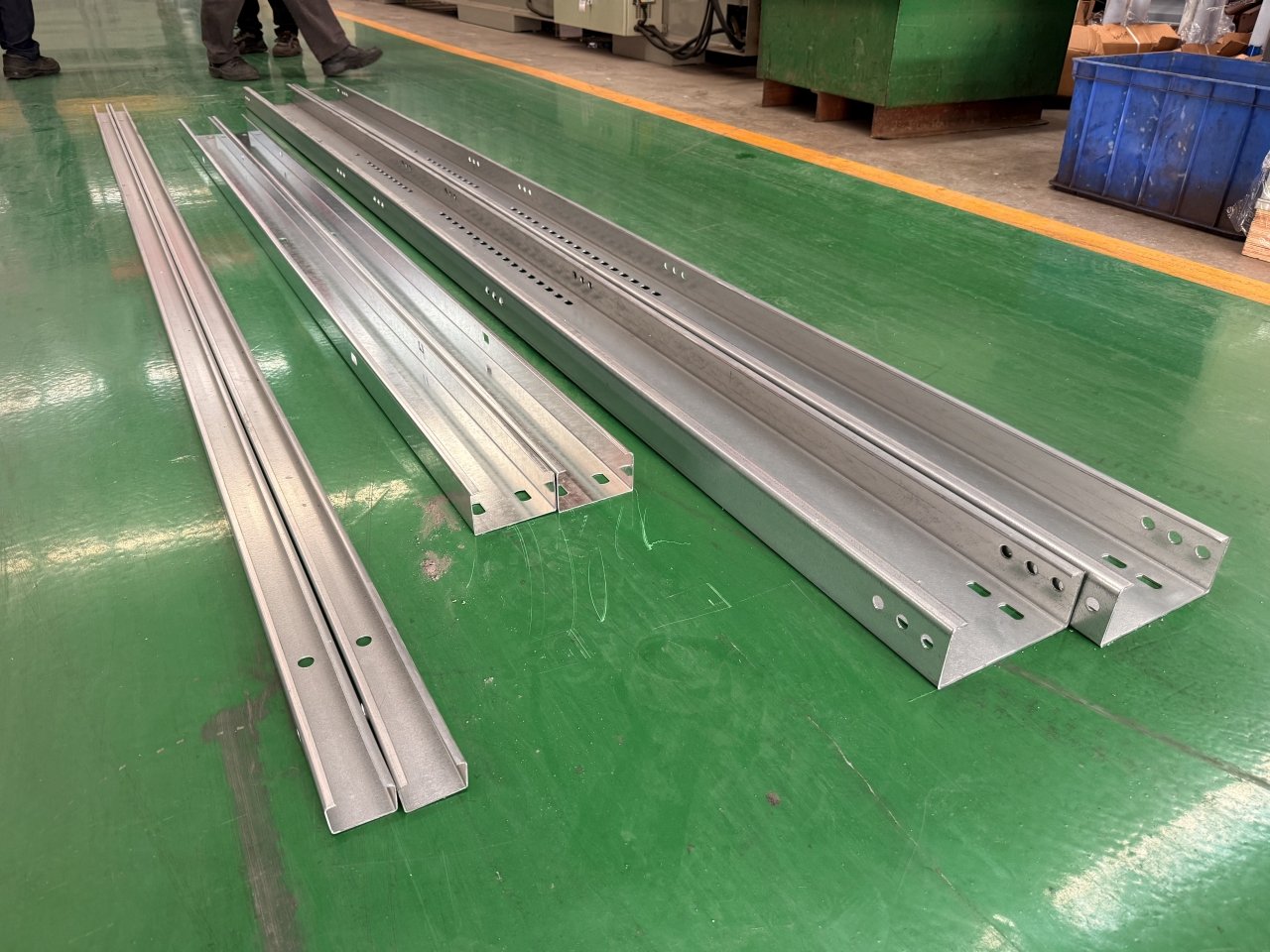
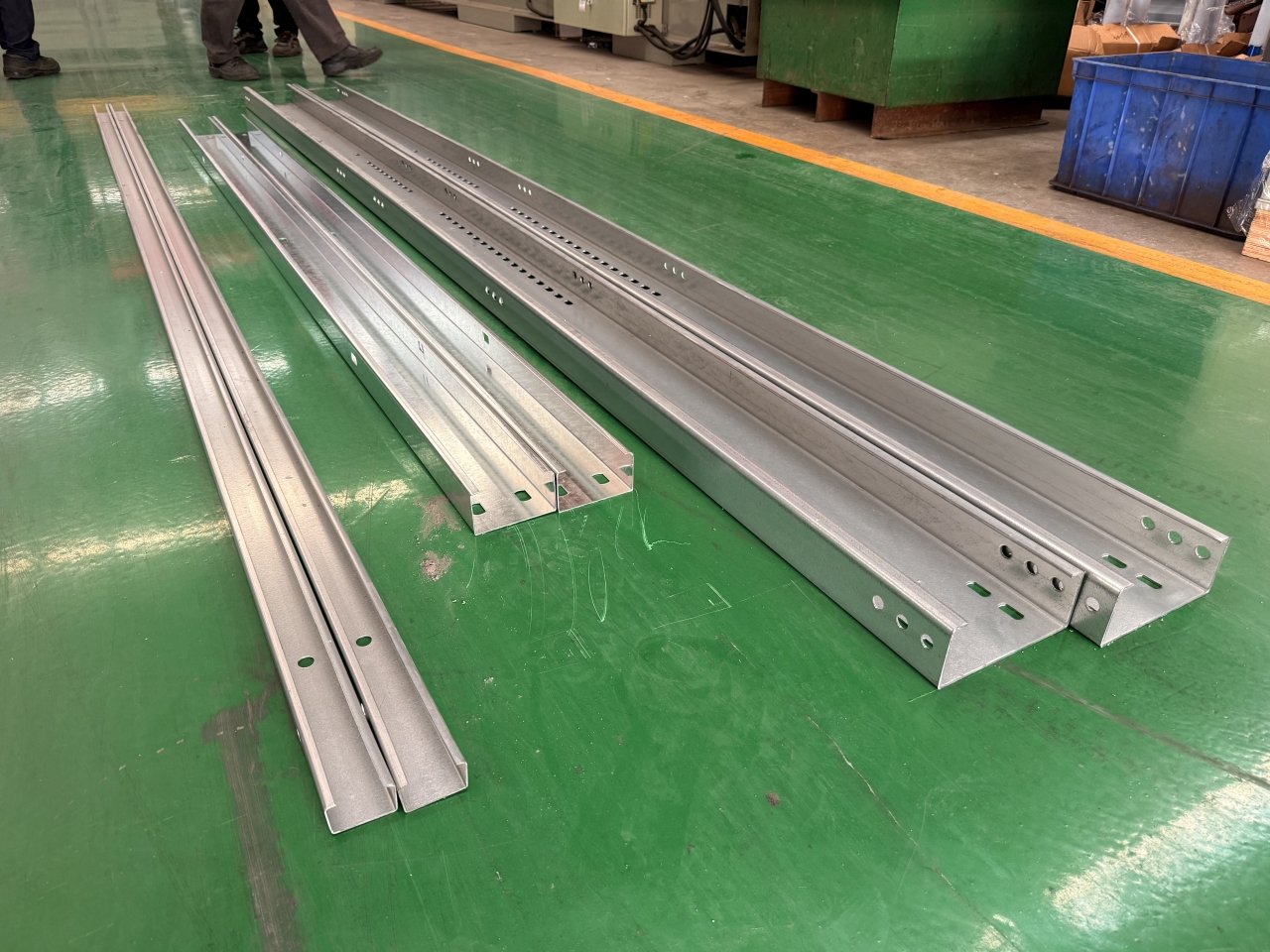
Размер стенки C50-100: Подходит для распределенных фотоэлектрических систем и коммерческих и промышленных крыш. Используется в качестве основного прогона для поддержки солнечных панелей, этот диапазон размеров подходит для небольших пролетов и фотоэлектрических систем с низкой нагрузкой.
Размер стенки 120-200: Подходит для наземных электростанций и сельскохозяйственно-солнечных гибридных проектов. В качестве основной или второстепенной несущей балки, этот С-образный прогон может выдерживать большие пролеты, более сильные ветровые и снеговые нагрузки, поэтому он является основным несущим элементом системы поддержки солнечных батарей.
Диапазон толщины стали 1,5-2,0 мм: Этот диапазон толщины стали соответствует требованиям к обычному ветровому и снеговому давлению, он способствует снижению веса и стоимости, больше подходит для легких систем крепления на крыше.
Размеры и расположение отверстий: круглое отверстие или пазовое отверстие? Расстояние между отверстиями? Все отверстия предназначены для соединения отдельных частей солнечной стойки, что позволяет сократить время работы инженера на месте и ускорить монтаж. Также следует оставить несколько отверстий в конструкции солнечной батареи для резервного питания.
Краткое изложение и рекомендации по действиям
Уточните позиционирование вашего бизнеса: Во-первых, уточните свою бизнес-модель – вы в основном занимаетесь крупными, стандартизированными, высокообъемными заказами или фокусируетесь на индивидуальном, многопрофильном, мелкосерийном производстве?
Баланс эффективности и гибкости:
Большой объем, мало спецификаций: Приоритет – скорость; выбирайте высокоскоростное (>20 м/мин), онлайн-перфорирование и оборудование с низкими требованиями к переналадке.
Множество вариантов, множество спецификаций: Сосредоточьтесь на быстрой реакции; интегрированные станки CZ, автоматическая переналадка (1-5 минут) и высокая степень автоматизации являются ключевыми факторами. Скорость может быть более гибкой.
Поддерживайте точность: Независимо от выбранного типа, перпендикулярность углов, точность длины и точность положения отверстий имеют решающее значение для успешной установки изделия. При оценке оборудования необходимы испытания на месте.
Рассчитайте общие затраты: при расчете окупаемости инвестиций учитывайте стоимость оборудования, ожидаемую экономию на оплате труда, увеличение производственной мощности и затраты на техническое обслуживание, а не просто сравнивайте первоначальную цену покупки.






Отзывы
Отзывов пока нет.